
No Return Valve Manufacturer in China: Quality You Can Trust
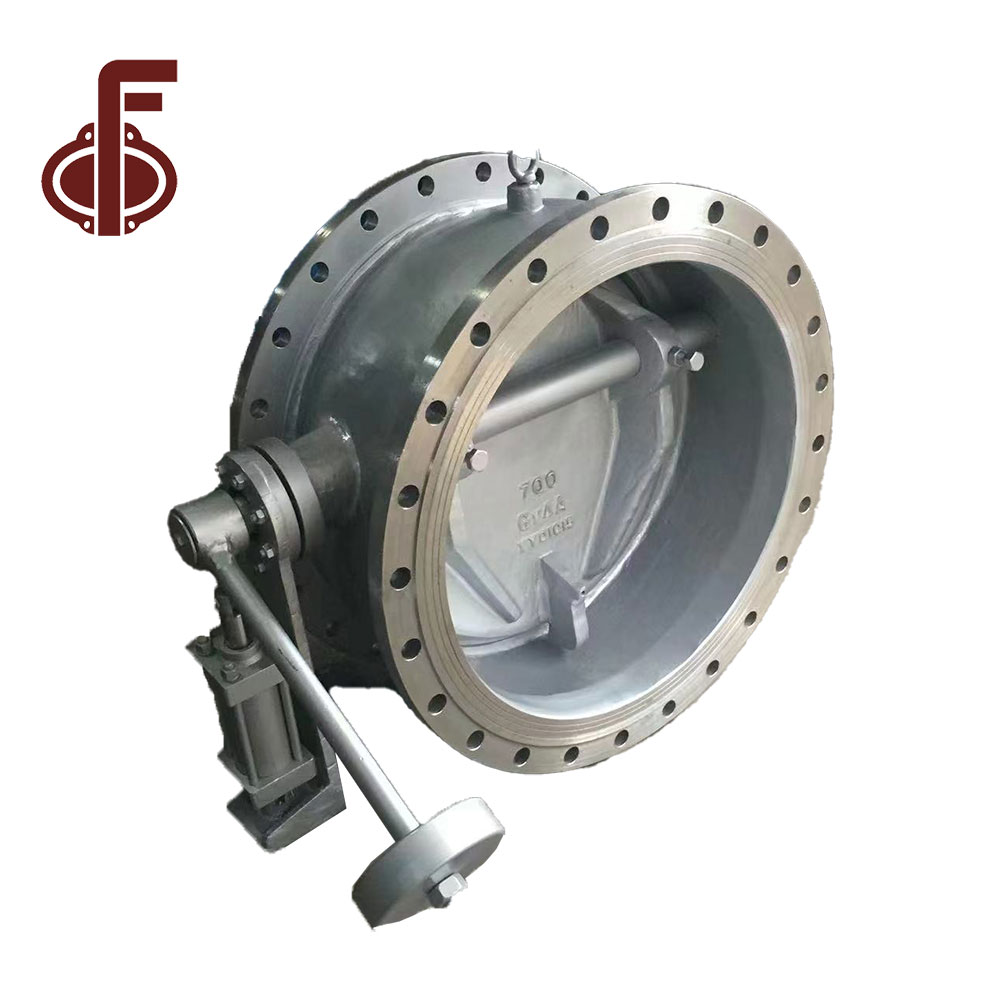
When I think about reliable and efficient fluid management, the no return valve stands out as a crucial component. Manufactured in China, these valves ensure that flow maintains its intended direction, preventing backflow that can lead to system failures or inefficiencies. As a buyer, I appreciate the importance of sourcing quality components from trusted manufacturers. These no return valves are designed with robustness in mind, making them ideal for various industries, from industrial applications to construction. Their durability and performance are a testament to Chinese engineering, providing me with confidence in my purchasing decisions. I know that having the right no return valves in my system not only enhances performance but also contributes to the overall longevity of my projects. It's important to choose a manufacturer who understands the needs of B2B buyers like myself, and these products certainly fit the bill.





No Return Valve Application Where Innovation Meets 2025
In the dynamic landscape of industrial applications, the integration of innovative solutions is essential for optimizing efficiency and reliability. The role of no return valves is pivotal, particularly in systems requiring unidirectional flow control. As we approach 2025, the demand for advanced valve technologies is growing, driven by the need for enhanced safety, energy-saving measures, and improved operational efficacy across various sectors. Our latest no return valve innovations are engineered to meet the evolving needs of global procurement markets. Designed for versatility and performance, these valves ensure that systems operate smoothly while minimizing the risk of backflow. The incorporation of cutting-edge materials and design methodologies not only improves durability but also allows for seamless integration into existing infrastructure. This advancement addresses the critical requirements of industries seeking sustainable and dependable solutions in an increasingly competitive environment. As we look towards the future, collaboration with international partners will be crucial in driving the development and deployment of these state-of-the-art valve technologies. By aligning our innovations with the unique demands of various markets, we aim to deliver not just products, but comprehensive solutions that empower our clients to thrive in their respective fields. Embrace the future of flow control with our no return valves and experience the difference that innovation can make.
No Return Valve Application Where Innovation Meets 2025
| Application Area | Valve Type | Material | Pressure Rating | Temperature Range | Innovative Feature |
|---|---|---|---|---|---|
| Water Supply Systems | Ball Valve | Brass | 150 PSI | -20°C to 90°C | Self-cleaning mechanism |
| Hydraulic Systems | Check Valve | Stainless Steel | 300 PSI | -30°C to 150°C | Vibration resistant |
| Oil and Gas | Swing Check Valve | Carbon Steel | 600 PSI | -40°C to 120°C | Zero leakage design |
| Chemical Processing | Diaphragm Valve | PVC | 150 PSI | 0°C to 80°C | Corrosion resistant |
| Food and Beverage | Butterfly Valve | Sanitary Stainless Steel | 100 PSI | 0°C to 100°C | Easy cleaning design |
Related Products






No Return Valve Supplies the World\u2019s Top Brands Custom Solutions,
Top Selling Products






- Related Blog
- Related Videos
- Reviews
