
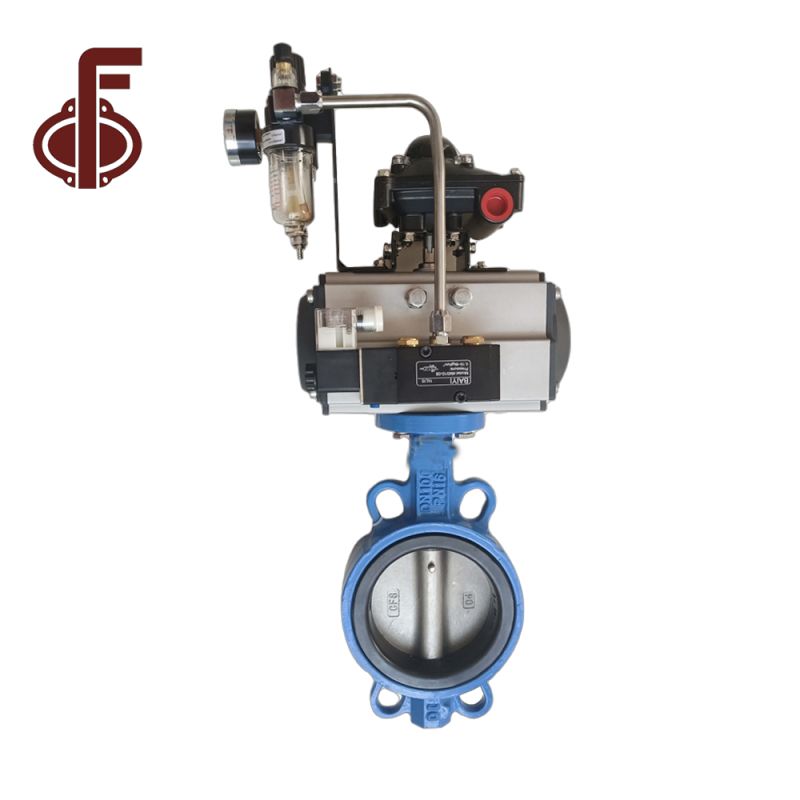
Top China Manufacturer of Butterfly Valve Motorized Actuators
When it comes to reliable control in fluid systems, I trust our Butterfly Valve Motorized Actuator. Manufactured in China, this actuator provides exceptional performance and durability. The precision engineering ensures that it handles various pressures and temperatures with ease, making it ideal for a range of industrial applications. I appreciate how the actuator integrates seamlessly with existing systems, allowing for smooth operation and reduced maintenance times. The responsive motor design means quick opening and closing, providing efficiency in processes that demand precision. Working with a trusted manufacturer means you can count on consistent quality and support. Whether you’re in oil and gas, water treatment, or any other field that requires robust control solutions, this actuator delivers. Let's optimize your operations together with reliable components designed for performance and longevity.





Butterfly Valve Motorized Actuator Dominates Where Service Meets Innovation
In the ever-evolving landscape of industrial automation, the integration of motorized actuators with butterfly valves stands out as a remarkable innovation. These components are not just about performance; they represent the convergence of service excellence and cutting-edge technology. Motorized butterfly valve actuators are designed for speed, precision, and reliability, ensuring seamless operation in a variety of applications, from water treatment to oil and gas processing. One of the key advantages of motorized butterfly valve actuators is their ability to minimize response times while maximizing efficiency. With advanced features such as intelligent control systems and real-time feedback mechanisms, these actuators enable operators to maintain optimal flow rates and reduce energy consumption. This translates to cost savings and a lower environmental impact, making them an essential choice for forward-thinking enterprises committed to sustainability in their operations. As global markets grow increasingly competitive, the demand for high-quality, innovative solutions is at an all-time high. By prioritizing efficiency and ease of use, motorized butterfly valve actuators empower industries to tackle the challenges of modern production while adhering to stringent regulatory standards. Investing in such technology not only enhances operational capabilities but also positions organizations at the forefront of industrial innovation.
Butterfly Valve Motorized Actuator Dominates Where Service Meets Innovation
| Feature | Description | Benefits | Applications |
|---|---|---|---|
| Motorized Actuation | Automatic control for precision | Enhanced efficiency and operation | Water treatment, HVAC systems |
| Durability | Constructed from robust materials | Long service life with low maintenance | Pipelines, industrial processes |
| Adaptability | Compatible with various control systems | Easy integration into existing setups | Chemical processing, food industry |
| Compact Design | Space-saving structure | Ideal for limited space applications | Residential plumbing, portable systems |
| Safety Features | Built-in fail-safes and emergency shutoff | Minimized risk of accidents | Oil and gas, mining industries |
Related Products






Butterfly Valve Motorized Actuator Pioneers in the Field Leads the Global Market
Top Selling Products






- Related Blog
- Related Videos
- Reviews
